欢迎进入河北中澳橡胶有限公司
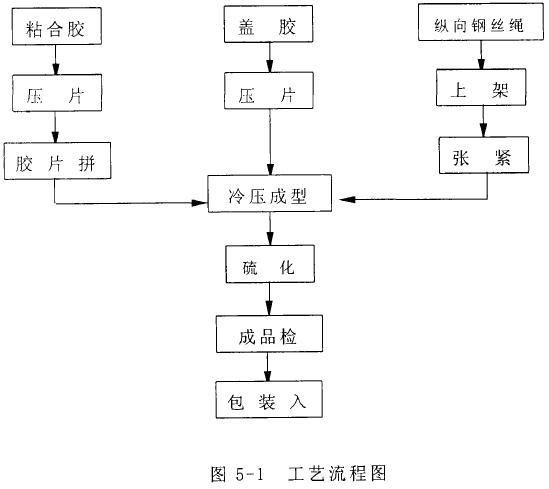
工艺流程普通钢丝绳芯输送带是以纵向定间距排列的钢丝绳为强力层,无织物补强层,覆以不同性能的芯胶、覆盖胶,经硫化而成。因此,工艺设计上首先由压延机对盖胶片、芯胶片出型,再用合胶机将两种胶片进行拼合成型。在生产过程中,从钢丝绳等间距排列、加恒张力到冷压成型、硫化均在一条生产线上同步操作,联动完成。生产关键是钢丝绳等间距排列,并使每根钢丝绳初张力相同,然后使每根钢丝绳在恒张力下成型硫化。经多次试验,确定了采用拉带机、成型车联动同步拉带进模,在但张力下合模硫化,同时在硫化前将复合胶片与钢丝绳冷压成型的生产工艺。这样既可以保证钢丝绳不弯曲,又可使整个生产过程中钢丝绳间距均匀,张力一致,从而保证产品质量。工艺流程如图5一1:
本文源自http://www.shu-song-dai.com/xwdt/397.html,转载请注明出处。
(责任编辑:输送带http://www.shu-song-dai.com)


